Alipainesäkitys infuusiomenetelmällä
Alipaineinfuusio on nykyaikainen valmistusmenetelmä, jolla tuotetaan korkealaatuisia komposiittirakenteita hallitusti ja tehokkaasti. Menetelmä perustuu siihen, että kuitukudokset asetellaan kuivina muottiin ja suljetaan tiiviillä säkitysmateriaaleilla ilmatiiviiksi. Siten lujitekerrokset voidaan kyllästää hartsilla alipainetta käyttäen. Tämä eroaa perinteisestä käsinlaminoinnista siten, että hartsia ei levitetä pensselillä tai telalla, vaan se virtaa alipaineen vetämänä kuitumateriaalin läpi suljetussa järjestelmässä. Menetelmää käyttämällä työtilaan ei pääse juuri ollenkaan liuotinpäästöjä, joten se parantaa siisteyttä ja työturvallisuutta.
Alipaineinfuusio mahdollistaa kevyet, mittatarkat ja virheettömät laminaatit, joissa on optimoitu hartsi-kuitu-suhde. Menetelmä soveltuu erinomaisesti teknisesti vaativiin käyttökohteisiin, kuten veneiden, ajoneuvojen, tuulivoimalan lapojen sekä urheilu- ja rakennusteollisuuden komposiittiosien valmistukseen.
Materiaalit ja tarvikkeet
Alipaineinfuusiossa käytettävät materiaalit ja tarvikkeet on valittava huolellisesti prosessin onnistumisen takaamiseksi. Tarvittaviin tuotteisiin kuuluvat muun muassa:
- Säkityskalvot, jotka kestävät hartseja ja muodostavat ilmatiiviin uloimman kerroksen
- Karhennuskankaat ja/tai irrotuskalvot, joilla estetään muita materiaaleja tarttumasta laminaattiin
- Hartsinjohtoverkot ja kanavat, jotka varmistavat hartsin tasaisen leviämisen
- Tiivistenauhat, joilla säkityskalvo kiinnitetään muottiin ja liitokset saadaan tiiviiksi
- Letkut, liittimet ja venttiilit, joilla hallitaan hartsin virtausta ja alipainetta
- Lujitekuidut, kuten lasikuitukudokset, hiilikuidut tai hybridirakenteet
- Hartsit, kuten epoksi-, polyesteri- tai vinyyliesterihartsit, joiden viskositeetti soveltuu alipaineinfuusioon
Lisäksi tarvitaan luotettava alipainepumppu, joka pystyy ylläpitämään riittävän alipaineen koko prosessin ajan, sekä mahdollisesti hartsiloukku ja alipainemittari
Menetelmän vaiheet
Alipaineinfuusioprosessi koostuu useista vaiheista, jotka edellyttävät huolellista valmistelua ja oikeanlaisten materiaalien käyttöä. Ensimmäinen vaihe on muotin esikäsittely, jossa varmistetaan muotin puhtaus ja levitetään irrotusaine. Tarkemmat ohjeet irrotusainekäsittelyyn voit lukea tästä.
Tämän jälkeen muottiin asetetaan kuivana kuitulujitteet, kuten lasikuitu-, hiilikuitu- tai aramidikudokset.
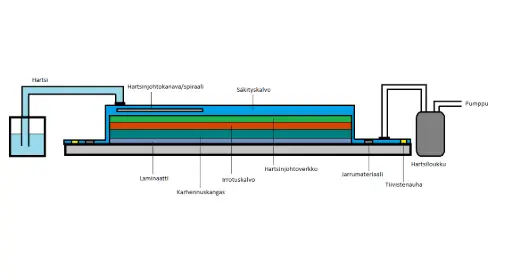
Ensimmäiseksi kuitujen päälle asetellaan karhennuskangas, irrotuskalvo tai molemmat. Jos karhennuskangasta käytetään, se tulee ensimmäiseksi kuitua vasten. Tämän jälkeen laitetaan hartsinjohtoverkko. Kaikkia näitä kolmea materiaalia voidaan käyttää erikseen, mutta on olemassa myös yhdistelmämateriaaleja, joissa näitä materiaaleja on yhdistetty samalle rullalle. Hartsinjohtoverkon valinnalla voidaan säätää hartsin liikkumisnopeutta laminaatissa. Verkkokaupassamme on kolmea eri hartsinjohtoverkkoa myynnissä. OM70 on pelkkä hartsinjohtoverkko ja se kuljettaa hartsia hitaimmin. Keskinopea hartsinjohtoverkko on Infupeel Dianet 135 (yhdistelmä peelply, irrotuskalvo ja verkko) ja nopeimmin hartsia kuljettaa Infuplex Flonet (irrotuskalvo ja verkko yhdistettynä).
Valmistettavan kappaleen koosta riippuen hartsinvirtausta voidaan tehostaa käyttämällä erilaisia hartsinjohtokanavia tai -spiraaleja. Hartsinsyöttökohta liitetään kanavan päälle. Yleensä kanavaan on hyvä kiinnittää liitin valmiiksi ennen kuin säkityskalvo asetetaan paikoilleen. Tällöin säkityskalvoon saadaan oikeaan kohtaan mahdollisimman pieni reikä.
Ei ole toivottua, että hartsi virtaa laminaatista ulos kohti alipainepumppua: imuletkuihin, hartsiloukkuun tai varsinkaan pumppuun. Tällaista vuotoa estetään erilaisilla jarrumateriaaleilla. Jarrumateriaali pysäyttää hartsirintaman nopeimman kohdan ja antaa aikaa hitaammalle, jotta koko lujitemuovilaminaatti saadaan kyllästettyä hartsilla. Näille jarrumateriaaleille on ominaista se, että ne pysäyttävät hartsin liikkumisen mutta päästävät kuitenkin ilmaa läpi. Jarrumateriaali asetetaan laminaatin ja alipaineimun väliin.
Säkityskalvo tiivistetään tiivistenauhalla tarkasti muottiin.
Järjestelmään liitetään letkut, liittimet ja hartsin syöttölinjat, joiden asettelu vaikuttaa virtauksen hallintaan. Liittimien ja letkujen liitokset tiivistetään säkin ulkopuolelta vielä tiivistenauhalla.
Kun järjestelmä on suljettu, käynnistetään alipainepumppu, joka imee ilman pois laminaatin sisältä ja tiivistää koko rakenteen. Säkin tiiveys tulee aina tarkistaa ennen hartsin syötön aloitusta. Jos säkki vuotaa, hartsi ei virtaa oikein ja laminaattiin tulee ylimääräistä ilmaa. Vasta kun alipaine on vakaa ja tiiveys testattu, hartsi päästetään astiasta laminaattiin. Alipaine vetää hartsin laminaatin läpi ja kyllästää kuitumateriaalin tasaisesti koko rakenteessa. Infuusion etenemistä seurataan tarkasti. Hartsin virtausta voidaan ohjata sulkuventtiileillä tai syöttöpisteiden määrällä.
Kun hartsi on saavuttanut kaikki halutut alueet, ja kuitukangas on kyllästetty hartsilla, hartsinsyöttö suljetaan. Alipaine tulee jättää säkkiin. Lopuksi annetaan hartsin kovettua ohjeen mukaisesti, joko huoneenlämmössä tai lämpökäsittelyllä.
Alipaineinfuusion edut
Alipaineinfuusion merkittävimpiä etuja on lopputuotteen erinomainen laatu kappaleesta toiseen. Koska hartsi viedään kuitukerroksiin alipaineen avulla, ilma poistuu järjestelmästä tehokkaasti. Laminaattiin ei jää ilmahuokosia tai ylimääräistä hartsia. Tämä johtaa rakenteellisesti lujiin, mutta kevyisiin tuotteisiin.
Koska menetelmässä hartsi on suljetussa järjestelmässä, haihtuvien yhdisteiden (VOC) pääsy ilmaan on vähäistä. Työympäristö pysyy siistimpänä ja työskentelymukavuus paranee huomattavasti verrattuna avoimiin valmistusmenetelmiin.
Materiaalitehokkuus on myös merkittävä etu. Hartsia käytetään juuri tarvittava määrä, eikä sitä mene hukkaan. Tämä vähentää materiaalikustannuksia, parantaa toistettavuutta ja helpottaa laadunhallintaa.
On tärkeää huomioida, että menestyksekäs alipaineinfuusio edellyttää hyvää suunnittelua, testausta ja opettelua. Suosittelemme kokeilemaan prosessia ensin pienessä mittakaavassa.